




Bringing Industrial Automation to Your Laboratory!
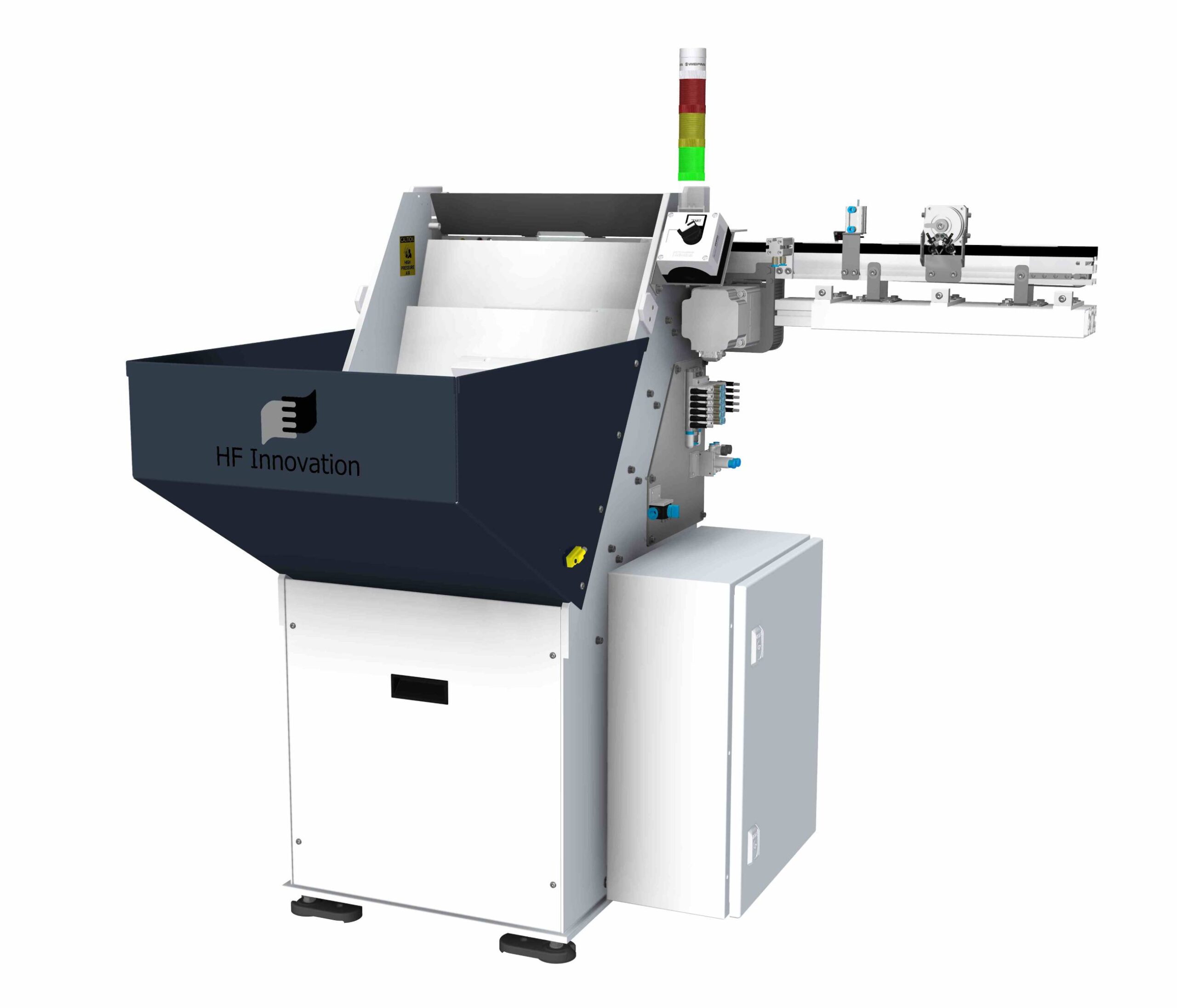
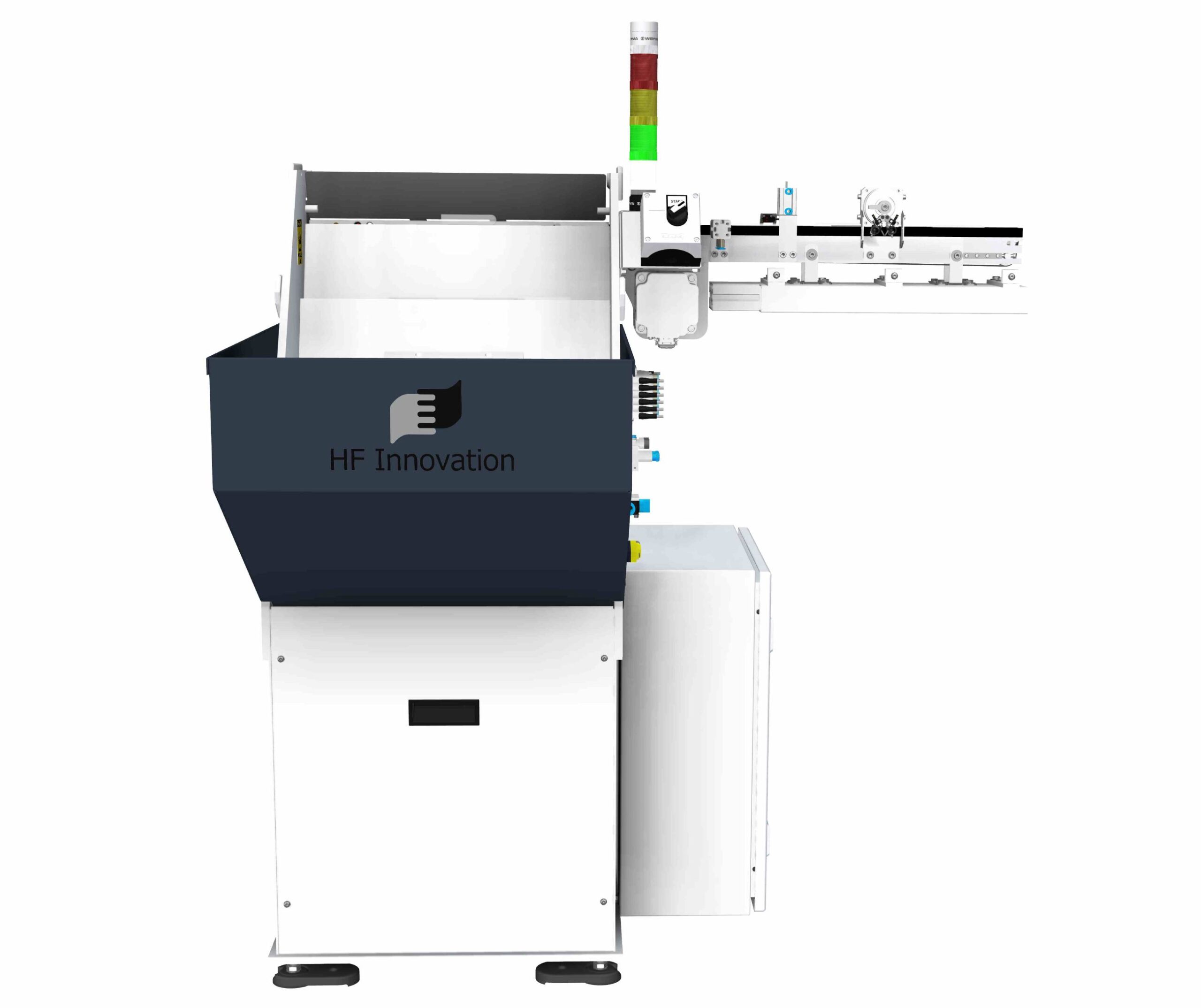
The HF Test Tube Sorter is an innovative solution designed for the precise and fast sorting of test tubes, streamlining laboratory workflows and minimising manual effort. With its sleek, modern design, this robust system not only enhances efficiency but also complements the aesthetics of any contemporary laboratory.
Built for reliability and longevity, it ensures samples are ready for further processing with minimal downtime.

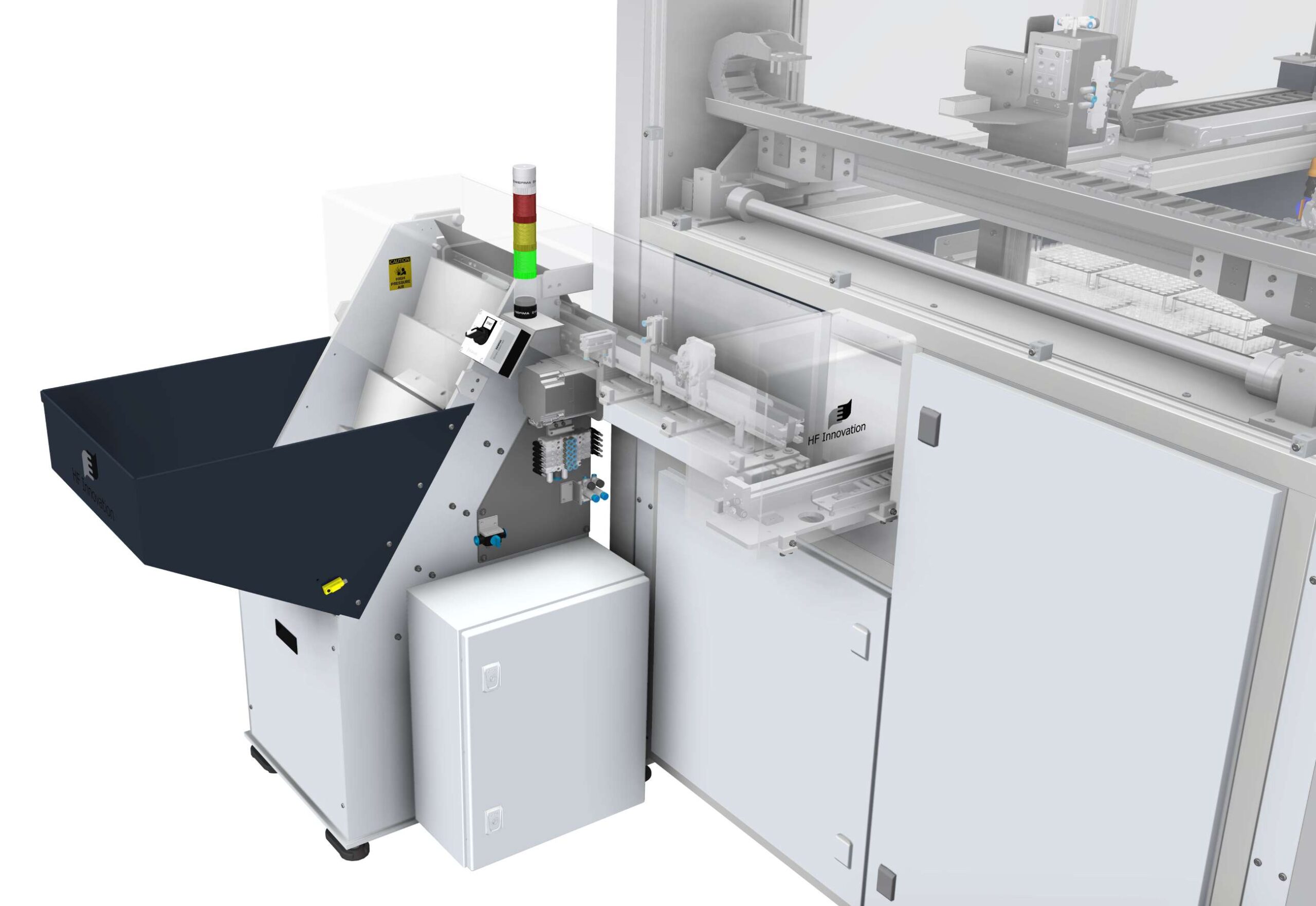
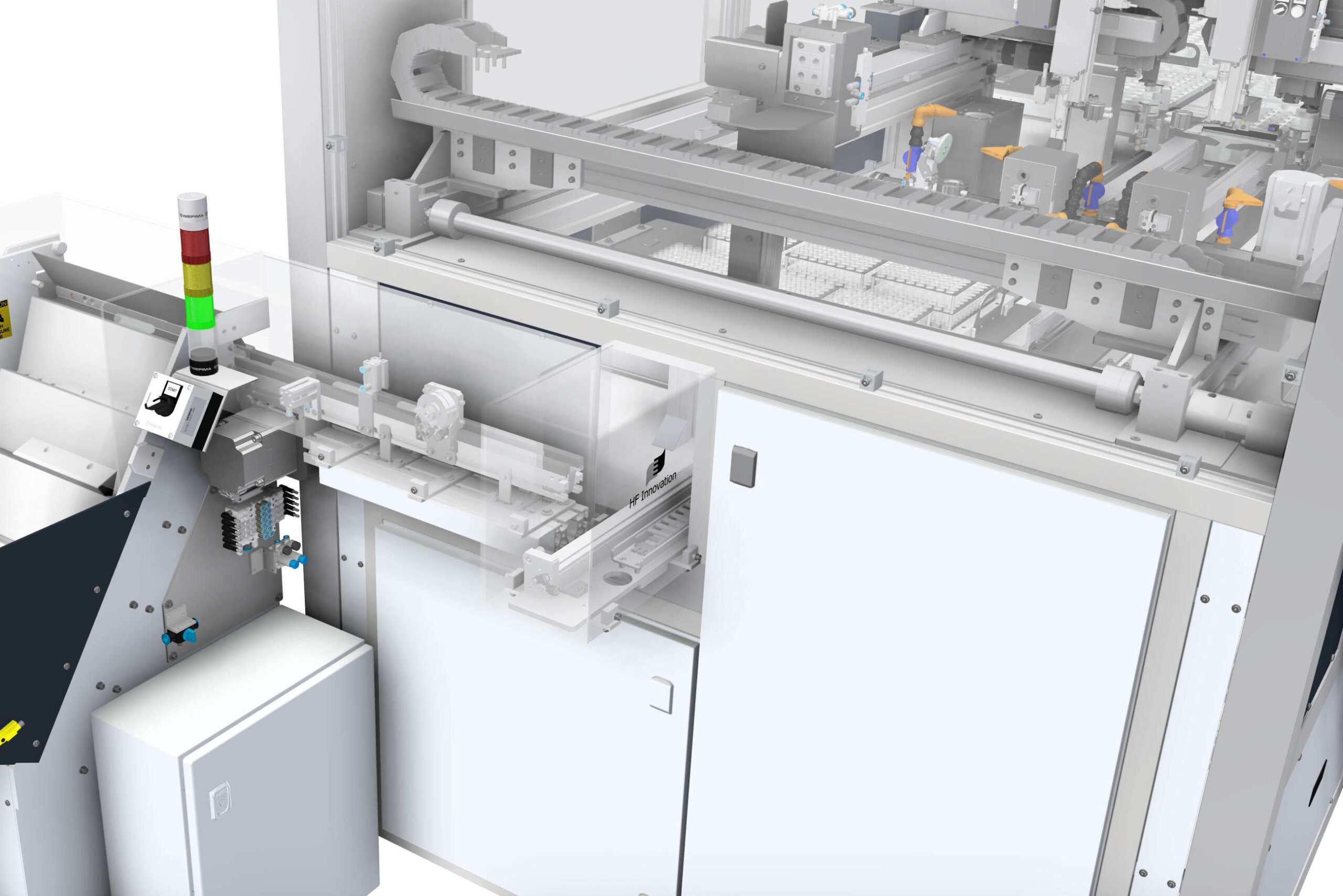
Equipped with a step conveyor and a specialized rotation and positioning unit, the sorter automatically aligns test tubes for the next stages of automation. Its modular design allows seamless integration with a range of HF systems, offering flexibility to suit your laboratory’s unique needs.
The Test Tube Sorter can connect to one or more of the following HF systems, offering unmatched versatility and efficiency:
- Test Tube Labeling System: Prints and attaches labels to test tubes for accurate sample identification.
- Test Tube Rack Builder: Automatically places test tubes into racks, ready for use, with options for labeled or unlabeled tubes.
- Pneumatic Sample Transport System: Transports labeled or unlabeled test tubes to one or more lab desk receiving stations via air tubes, enabling efficient sample delivery to operators or robots.
- HF Automation System: Integrates with automated testing modules to carry out laboratory analyses directly.
These systems can be connected individually or in any combination, providing a highly flexible and scalable solution tailored to your laboratory’s workflow.
- Beautiful Design
Sleek, aesthetically pleasing construction that complements the look of any modern laboratory. - Robust and Reliable
Built with industrial-grade materials to ensure long-lasting performance in demanding environments. - Automated Sorting and Orientation
Quickly and accurately sorts and aligns test tubes, ensuring they are ready for the next process step. - Scalable and Future-Ready
Modular design supports integration with additional HF systems, allowing your lab to scale and adapt to future requirements. - High Throughput
Processes up to 1,500 test tubes with cycle times of 10–15 seconds per tube, optimizing sample preparation for high-volume operations. - Versatile Integration
Connects seamlessly to labeling systems, rack builders, pneumatic transport systems, and more, streamlining workflows across multiple lab stations. - Enhanced Efficiency and Safety
Automates repetitive tasks, reducing manual handling and minimising human error.
- Step Conveyor and Positioning Unit
Ensures test tubes are accurately aligned and positioned for subsequent processes. - Customisable Feeds
Adjustable feed lengths and angles allow tailored operation, including 90° rotated entry, for maximum flexibility. - Real-Time Monitoring
Integrates with control software and Laboratory Information Management Systems (LIMS) for enhanced sample tracking and data accuracy. - Self-Recovery Routine
Automatically resolves issues such as jammed tubes, minimizing downtime. - Compact Design
Space-saving construction ensures compatibility with laboratories of all sizes.
- Durable and Ergonomic
Industrial-grade build ensures longevity, while ergonomic feeding options enhance ease of use. - Multi-Level Alerts
Visual and audible alerts prevent idle time and keep operations running smoothly. - User-Friendly Operation
Simplifies daily use with intuitive controls and minimal maintenance requirements. - Versatile Compatibility
Supports various test tube sizes and integrates effortlessly with existing laboratory systems.
- Clinical Laboratories
For sorting blood, urine, and other body fluid samples for diagnostic testing. - Pharmaceuticals
Used in drug discovery, quality control, and pharmacokinetics for sample organization and handling. - Biotechnology
For sorting samples in genetic research, DNA sequencing, and other molecular biology applications. - Forensic Laboratories
In crime labs to handle and organize biological samples for DNA analysis and toxicology. - Environmental Testing
Sorting soil, water, and air samples for contamination analysis and environmental monitoring. - Food and Beverage Industry
In quality control labs for sorting samples to test for contamination, additives, and nutritional content. - Agriculture and Plant Research
Used for sorting plant or soil samples in crop research, soil analysis, and agricultural studies. - Chemical Industry
Sorting samples for quality control, research, and chemical synthesis processes. - Veterinary Laboratories
For sorting samples from animals for diagnostic and research purposes. - Academic and Research Institutions
In university and research labs for organising various biological, chemical, and environmental samples. - Public Health and Epidemiology
For sorting large volumes of samples during disease outbreaks for surveillance and epidemiological studies.
- Toxicology
Sorting samples in toxicological studies for poison and drug testing. - Cosmetic Industry
Sorting samples in research and quality testing of cosmetic products and ingredients. - Industrial Manufacturing
In labs that test materials and compounds to ensure quality and compliance with regulatory standards. - Military and Defense
Sorting samples for biological or chemical analysis in defense-related research. - Oil Condition Monitoring Laboratories
Sorting oil samples to monitor machinery wear, contaminants, and oil degradation in industries like automotive, aerospace, and heavy machinery. - Coolant Condition Monitoring Laboratories
Used to sort coolant samples to check for contamination, pH levels, and overall coolant quality, often in automotive and industrial applications.
Feature | Details |
Sorting Mechanism | Step conveyor and positioning unit for alignment |
Feed System | Customizable length, angle, 90° rotated options |
Compatibility | Supports various test tube sizes |
Operation | Continuous sorting without manual intervention |
Capacity | Up to 1500 test tubes |
Alert Systems | Visual and audible warning levels |
Self-Recover Routine | Automatic recovery in case of jams |
Integrability | No additional signal interfaces required |
HF’s Test Tube Sorter is more than just a sorter – it’s a modular, scalable solution that grows with your laboratory. With its sleek, modern design, this beautifully crafted system enhances the professional appearance of any lab while delivering unmatched performance and reliability.
Seamlessly integrating with labeling, rack building, and pneumatic transport systems, it provides a comprehensive automation package tailored to your specific needs. By minimising manual tasks, ensuring consistent results, and enhancing sample traceability, the HF Test Tube Sorter maximizes efficiency and reliability in high-throughput testing environments.
Whether you need standalone functionality or fully integrated automation, the Test Tube Sorter is a future-ready solution for laboratories focused on precision, productivity and aesthetics.
Ready to bring industrial-grade automation into your lab? Contact us today to discover how HF’s Test Tube Sorter can elevate your sample processing capabilities.
- Product Brochure Download
- Case Studies
- Request a Demo