




Bringing Industrial Automation to Your Laboratory!
HF Innovation is redefining laboratory workflows with TriboRoboLab, a fully automated solution that provides both batch-based and flow-through processing, ensuring unmatched flexibility to meet customer requirements. Whether laboratories require high-throughput batch processing or continuous flow-through automation, HF delivers tailored solutions that enhance efficiency, precision and scalability.

Batch Processing vs Flow-Through Systems – What’s Best for Your Lab?
- Batch Processing: Ideal for labs handling large sample volumes in predefined groups. This approach ensures uniformity, maximises efficiency for standardised workflows, and allows parallel processing of multiple samples.
- Flow-Through Processing: Best suited for continuous, high-frequency sample input, minimising turnaround time and ensuring rapid response to urgent analyses. This method streamlines operations by reducing bottlenecks in high-demand environments.
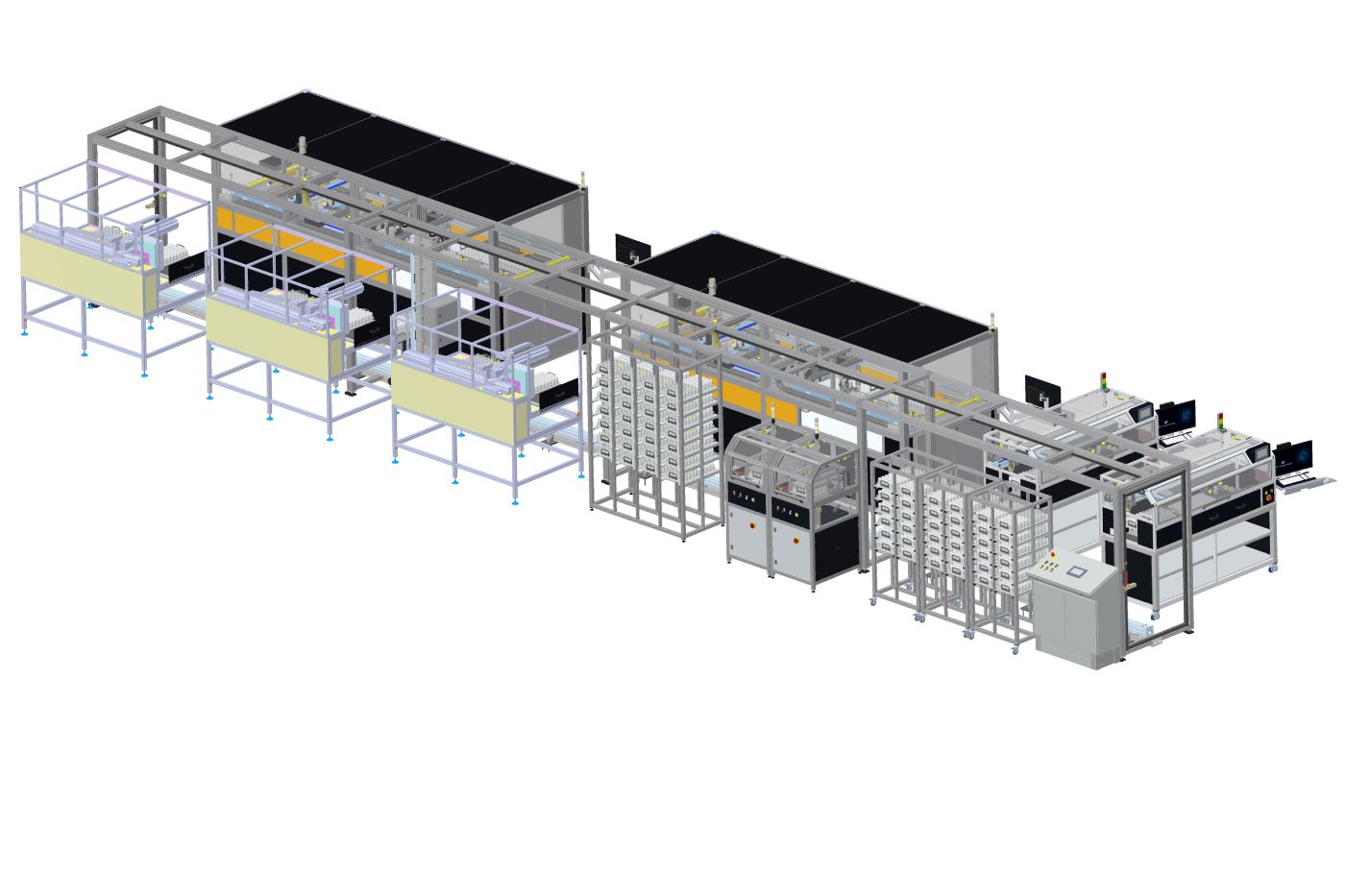
HF Innovation seamlessly integrates both methodologies, offering a true end-to-end solution that automates all major analytical techniques – from sample preparation to final data reporting. With proven industrial automation technology adapted for laboratory applications, HF’s solutions guarantee precision, reliability and reduced operator intervention.
One of the standout advantages of HF’s modular system is its scalability. Laboratories can start with individual automation modules that fit their current budget while ensuring seamless expansion into fully automated systems as their needs evolve.
This modular approach makes automation accessible and future-proof, allowing laboratories to invest at their own pace while maintaining compatibility with future upgrades.
- Clinical Laboratories
For sorting blood, urine, and other body fluid samples for diagnostic testing. - Pharmaceuticals
Used in drug discovery, quality control, and pharmacokinetics for sample organization and handling. - Biotechnology
For sorting samples in genetic research, DNA sequencing, and other molecular biology applications. - Forensic Laboratories
In crime labs to handle and organize biological samples for DNA analysis and toxicology. - Environmental Testing
Sorting soil, water, and air samples for contamination analysis and environmental monitoring. - Food and Beverage Industry
In quality control labs for sorting samples to test for contamination, additives, and nutritional content. - Agriculture and Plant Research
Used for sorting plant or soil samples in crop research, soil analysis, and agricultural studies. - Chemical Industry
Sorting samples for quality control, research, and chemical synthesis processes. - Veterinary Laboratories
For sorting samples from animals for diagnostic and research purposes. - Academic and Research Institutions
In university and research labs for organising various biological, chemical, and environmental samples. - Public Health and Epidemiology
For sorting large volumes of samples during disease outbreaks for surveillance and epidemiological studies.
- Toxicology
Sorting samples in toxicological studies for poison and drug testing. - Cosmetic Industry
Sorting samples in research and quality testing of cosmetic products and ingredients. - Industrial Manufacturing
In labs that test materials and compounds to ensure quality and compliance with regulatory standards. - Military and Defense
Sorting samples for biological or chemical analysis in defense-related research. - Oil Condition Monitoring Laboratories
Sorting oil samples to monitor machinery wear, contaminants, and oil degradation in industries like automotive, aerospace, and heavy machinery. - Coolant Condition Monitoring Laboratories
Used to sort coolant samples to check for contamination, pH levels, and overall coolant quality, often in automotive and industrial applications.
- End-to-End Automation– Covering all major analytical techniques to ensure a comprehensive workflow solution.
- Proven Industrial Reliability– Bringing robust, industrial-grade automation to the laboratory for unparalleled uptime and efficiency.
- Improved Safety & Productivity– Reducing operator exposure to hazardous fumes while enabling 24/7 operation.
- Flexible and Scalable– Customisable configurations allow labs to adapt to changing demands without overhauling existing workflows.
With HF Innovation’s TriboRoboLab, your lab isn’t just keeping up with the future – it’s leading it. Upgrade to smarter, scalable and truly end-to-end automation today.
Ready to bring industrial-grade automation into your lab? Contact us today to discover how HF’s TriboRoboLab can elevate your sample processing capabilities.




- Product Brochure Download
- Case Studies
- Request a Demo